
1. 스핀들 서보 모터
| 스핀들 | 축 | 메이커 | S/NO | 비고 |
| 서보 모터 | ||||
|---|---|---|---|---|
| X | ||||
| Y | ||||
| Z | ||||
| U | ||||
| V | ||||
| W |
2. 지그(A,B)축 서보 모터
| 지그 | 축 | 메이커 | S/NO | 비고 |
| 서보 모터 | ||||
|---|---|---|---|---|
| A | ||||
| B |
1. BASE 레벨 작업 (Z방향, X방향)
(작업표준서 04)
| 항목 | 측정값 | 목표값 |
| Z방향 | 0.02mm/M | |
|---|---|---|
| X방향 | 0.02mm/M | |
| 공구/측정기 | 수준기, L렌치, 스패너 | |
2. BASE 레벨 작업 (구간별)
(작업표준서 05)
| 항목 | 1구간 | 2구간 | 3구간 | 4구간 | 5구간 | 목표값 | ||
| 1열 | ||||||||
|---|---|---|---|---|---|---|---|---|
| Z방향 | 0.04mm/M | |||||||
| X방향 | 0.02mm/M | |||||||
| 2열 | ||||||||
| Z방향 | 0.04mm/M | |||||||
| X방향 | 0.02mm/M | |||||||
| 공구/측정기 | 수준기, 레벨브릿지 | |||||||
3. Z축 L/M가이드 조립 (RAIL별)
(작업표준서 07)
| 항목 | 측정값 | 목표값 | ||
| RAIL1 | RAIL2 | RAIL3 | ||
| 상면방향 | 0.01mm/M | |||
|---|---|---|---|---|
| 측면방향 | 0.01mm/M | |||
| 공구/측정기 | 인디케이터, 마그네틱스탠드, 스트레이트엣지 | |||
1. BASE 레벨 작업 (Z방향, X방향)
(작업표준서 04)
| 항목 | 측정값 | 목표값 |
| Z방향 | 0.02mm/M | |
|---|---|---|
| X방향 | 0.02mm/M | |
| 공구/측정기 | 수준기, L렌치, 스패너 | |
2. BASE 레벨 작업 (구간별)
(작업표준서 05)
| 항목 | 1구간 | 2구간 | 3구간 | 4구간 | 5구간 | 목표값 | ||
| 1열 | ||||||||
|---|---|---|---|---|---|---|---|---|
| Z방향 | 0.04mm/M | |||||||
| X방향 | 0.02mm/M | |||||||
| 2열 | ||||||||
| Z방향 | 0.04mm/M | |||||||
| X방향 | 0.02mm/M | |||||||
| 공구/측정기 | 수준기, 레벨브릿지 | |||||||
3. Z축 L/M가이드 조립 (RAIL별)
(작업표준서 07)
| 항목 | 측정값 | 목표값 | ||
| RAIL1 | RAIL2 | RAIL3 | ||
| 상면방향 | 0.01mm/M | |||
|---|---|---|---|---|
| 측면방향 | 0.01mm/M | |||
| 공구/측정기 | 인디케이터, 마그네틱스탠드, 스트레이트엣지 | |||
4. Z축 L/M가이드 조립(1열, 2열)
(작업표준서 08)
| 항목 | 측정값 | 목표값 |
| 1열 평행도(RAIL 1→2) | 0.01mm/M | |
|---|---|---|
| 2열 평행도(RAIL 2→3) | 0.01mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
5. Z축 리니어스케일 조립 (수직, 수평)
(작업표준서 09)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.01mm/M | |
|---|---|---|
| 측면방향 | 0.01mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
6. 각축 베어링 하우징 조립 (베어링 누름량: 0.02~0.03)
(작업표준서 11)
| 항목 | 측정값 | |||||
| 하우징깊이(A) | 베어링두께(B) | 차이(A-B) | 커버단차 | |||
| X축 | 모터측 | |||||
|---|---|---|---|---|---|---|
| 반대측 | ||||||
| Y축 | 모터측 | > | ||||
| 반대측 | ||||||
| Z축 | 모터측 | |||||
| 반대측 | ||||||
| 공구/측정기 | 뎁스 버니어캘리퍼스 Y축 모터측 커버단차는 차이(A-B)보다 적어야 함. | |||||
7. Z축 볼스크류 취부면 정도 (수직, 수평)
(작업표준서 12)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.01mm/M | |
|---|---|---|
| 측면방향 | 0.01mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
8. Z축 볼스크류 조립 (흔들림, 텐션량)
(작업표준서 13)
| 항목 | 측정값 | 목표값 |
| 흔들림 | 0.02mm/M | |
|---|---|---|
| 텐션량 | 0.02~0.03mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드,로크너트 체결용 치구 | |
1. X축 볼스크류 취부면 정도 (상면, 측면)
(작업표준서 18)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.02mm/M | |
|---|---|---|
| 측면방향 | 0.02mm/M | |
| 공구/측정기 | 인디게이터, 볼너트 부착면 측정바 | |
2. X축 L/M가이드 조립 (상면, 측면) → 스트레이트 엣지 기준면
(작업표준서 20)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.01mm/M | |
|---|---|---|
| 측면방향 | 0.01mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드, 스트레이트 엣지 | |
3. X축 L/M가이드 조립 (평행도)
(작업표준서 21)
| 항목 | 측정값 | 목표값 |
| 평행도 | 0.01mm/M | |
|---|---|---|
| 공구/측정기 | 인디게이터 | |
※ 부품별 체결토크
단위 : Nㆍm
| 볼트규격 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| LM 가이드 | 3 | 6 | 9.8 | 24.5 | 49 | 86 | 133 | 196 |
|---|---|---|---|---|---|---|---|---|
| FACE LOCKER | 2.9 | 5.9 | 9.8 | 18.6 | - | - | - | - |
4. X축 리니어스케일 조립 (상면, 측면)
(작업표준서 22)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.1mm/M | |
|---|---|---|
| 측면방향 | 0.1mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
5. X축 볼스크류 조립 (상면, 측면)
(작업표준서 23)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.01mm/M | |
|---|---|---|
| 측면방향 | 0.01mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
6. X축 볼스크류 조립 (흔들림, 텐션량)
(작업표준서 24)
| 항목 | 측정값 | 목표값 |
| 흔들림 | 0.02mm/M | |
|---|---|---|
| 텐션량 | 0.02~0.03mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드, 로크너트 체결용 치구 | |
※ 부품별 체결토크
단위 : Nㆍm
| 볼트규격 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| LM 가이드 | 3 | 6 | 9.8 | 24.5 | 49 | 86 | 133 | 196 |
|---|---|---|---|---|---|---|---|---|
| FACE LOCKER | 2.9 | 5.9 | 9.8 | 18.6 | - | - | - | - |
1. Y축 볼스크류 취부면 정도 (상면, 측면)
(작업표준서 27)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.02mm/M | |
|---|---|---|
| 측면방향 | 0.02mm/M | |
| 공구/측정기 | 인디게이터, 볼너트 부착면 측정바, 컬럼 조립용 지그 | |
2. 컬럼 레벨 작업 (X,Y방향) → 스트레이트 엣지 기준면
(작업표준서 28)
| 항목 | 측정값 | 목표값 |
| X방향 | 0.02mm/M | |
|---|---|---|
| Y방향 | 0.02mm/M | |
| 공구/측정기 | 수준기, 레벨브릿지 | |
3. 컬럼 레벨 작업 (구간별)
(작업표준서 28)
| 항목 | 측정값 | 목표값 | |||||
| 1구간 | 2구간 | 3구간 | 4구간 | 5구간 | |||
| 1열 | 0.04mm/M | ||||||
|---|---|---|---|---|---|---|---|
| 2열 | 0.02mm/M | ||||||
| 공구/측정기 | 수준기, 레벨브릿지 | ||||||
※ 부품별 체결토크
단위 : Nㆍm
| 볼트규격 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| LM 가이드 | 3 | 6 | 9.8 | 24.5 | 49 | 86 | 133 | 196 |
|---|---|---|---|---|---|---|---|---|
| FACE LOCKER | 2.9 | 5.9 | 9.8 | 18.6 | - | - | - | - |
4. Y축 L/M가이드 조립 (상면, 측면) → 스트레이트 엣지 기준면
(작업표준서 30)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.01mm/M | |
|---|---|---|
| 측면방향 | 0.01mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드, 스트레이드 엣지 | |
5. Y축 L/M가이드 조립 (평행도)
(작업표준서 31)
| 항목 | 측정값 | 목표값 |
| 평행도 | 0.01mm/M | |
|---|---|---|
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
6. Y축 리니어스케일 조립 (평행도)
(작업표준서 32)
| 항목 | 측정값 | 목표값 |
| 평행도 | 0.1mm/M | |
|---|---|---|
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
7. Y축 볼스크류 조립 (상면, 측면)
(작업표준서 33)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.01mm/M | |
|---|---|---|
| 측면방향 | 0.01mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드 | |
8. Y축 볼스크류 조립 (흔들림, 텐션량)
(작업표준서 34)
| 항목 | 측정값 | 목표값 |
| 흔들림 | 0.02mm/M | |
|---|---|---|
| 텐션량 | 0.005mm/M | |
| 공구/측정기 | 인디게이터, 마그네틱스탠드, 로크너트 체결용 치구 | |
9. 볼스크류 너트 취부면 평행도 (상면, 측면)
(작업표준서 36)
| 항목 | 측정값 | 목표값 |
| 상면방향 | 0.02mm/M | |
|---|---|---|
| 측면방향 | 0.02mm/M | |
| 공구/측정기 | 인디게이터, 볼너트 부착면 측정바, 컬럼 조립용 지그 | |
10. 스핀들 헤드 평행도
(작업표준서 37)
| 항목 | 측정값 | 목표값 |
| 스핀들 헤드 평행도 | 0.02mm/M | |
|---|---|---|
| 공구/측정기 | 인디게이터, 측정용 블록 | |
1. BASE LEVEL 작업 (수준기 JIG 설치부)
(작업표준서 47)
| 항목 | 측정값 | 목표값 |
| Z방향 | 0.02mm/M | |
|---|---|---|
| X방향 | 0.02mm/M | |
| 공구/측정기 | 수준기 | |
※ 참고) 기계조정용 파라메타 설명
(작업표준서 48)
| 항목 | 내용 | 파라메타 | |
| FANUC | SIEMENS | ||
| 원점 | 현재좌표 | 1815 | 34100 |
|---|---|---|---|
| SOFT LIMIT+ | +측 스트로크 제한 | 1320 | 36110 |
| SOFT LIMIT- | -측 스트로크 제한 | 1321 | 36100 |
| 주축 오리엔트 | 위치 편차량 가감 입력 | 4077 | 34090 |
| 제2원점 | TOOL CHANGE 위치 | 1241 | 30600 |
| BACKLASH | 백래쉬량 보정 | - | 32450 |
| BACKLASH(절삭) | 절삭이송 시 백래쉬 보정 | 1851 | - |
| BACKLASH(급속) | 급속이송 시 백래쉬 보정 | 1852 | - |
3. 주축 오리엔테이션 조정 (ATC 정렬)
(작업표준서 56)
| 항목 | 측정값 |
| 파라메타 4077 입력값 | |
|---|---|
| 공구/측정기 | 오리엔테이션 측정 치구 |
4. 주축 오리엔테이션 조정 (평행도)
(작업표준서 56)
| 항목 | 측정값 | 목표값 |
| 평행도 | 0.05mm/M | |
|---|---|---|
| 공구/측정기 | 인디게이터, 마그네틱스탠드, 오리엔테이션 측정치구 | |
1. COLUMN 밀착 확인
(작업표준서 60)
| 항목 | 측정값 (LM RAIL간 단차) | 목표값 (허용값 0.01) |
| 평행도 | 0.005mm | |
|---|---|---|
| 공구/측정기 | 밀리메스 0.001 | |
2. 각 축 직각도 및 진직도 기록
(작업표준서 62)
| 항목 | 측정값 | 목표값 | ||
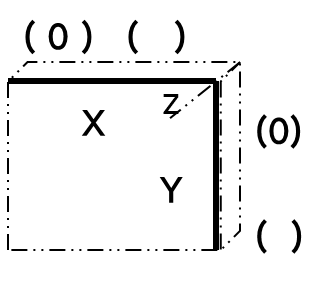 | X-Y 직각도 | 0.02/300mm | ||
|---|---|---|---|---|
| X축 진직도 | X-Z면내 | 0.01/300mm | ||
| Y축 진직도 | X-Z면내 | 0.01/300mm | ||
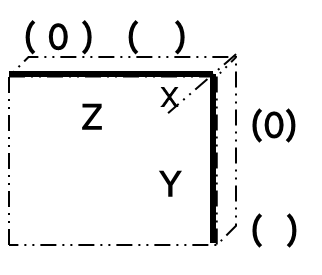 | X-Y 직각도 | 0.02/300mm | ||
| Z축 진직도 | X-Z면내 | 0.01/300mm | ||
| Y축 진직도 | X-Y면내 | 0.01/300mm | ||
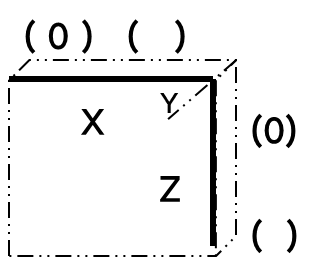 | X-Y 직각도 | 0.02/300mm | ||
| X축 진직도 | X-Y면내 | 0.01/300mm | ||
| Z축 진직도 | Y-Z면내 | 0.01/300mm | ||
3. 주축 정도 (런아웃, 평행도)
(작업표준서 63)
| 항목 | 측정값 | 목표값 | ||
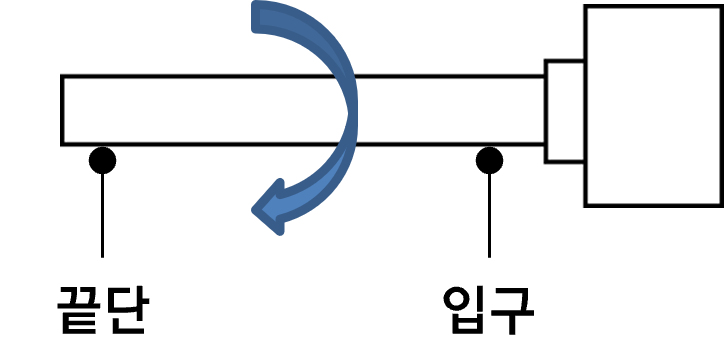 | 런아웃 | 입구 | 0.005mm | |
|---|---|---|---|---|
| 끝단 | 0.01mm | |||
 | 평행도 | X방향 | 0.015mm | |
| Y방향 | 0.015mm | |||
4. 각 축 백래쉬 및 피치 보정 (피치, 백래쉬)
(작업표준서 64)
| 항목 | 측정값 | 목표값 | |||
| X축 | Y축 | Z축 | |||
| 피치에러 | ±0.003mm | ||||
|---|---|---|---|---|---|
| 백래쉬 | 급속이송 | ±0.003mm | |||
| 절삭이송 | ±0.003mm | ||||
1. Ball-Bar 측정 (원형도)
(작업표준서 66)
| 항목 | 측정값 | 목표값 | |
| 원형도 | X-Y평면 | 0.07mm/M | |
|---|---|---|---|
| Y-Z평면 | 0.07mm/M | ||
| X-Z평면 | 0.07mm/M | ||
2. 인덱스 테이블 상면 평행도
(작업표준서 67)
| 항목 | 측정값 | 목표값 (허용치 0.015mm) | |
| 평행도 | 상면정도 | 0.01mm / 300mm | |
|---|---|---|---|
| 하면정도 | 0.01mm / 300mm | ||
3. 틸팅 테이블 JIG 평행도 (0도, 270도)
(작업표준서 68)
| 항목 | 측정값 | 목표값 (허용 0.02) | ||||
| A | B | C | D | |||
| 평행도 | 0도 | 0.01 / 300mm | ||||
|---|---|---|---|---|---|---|
| 270도 | 0.01 / 300mm | |||||